8 (800) 775-02-28Звоните нам бесплатно со всей России!

РФ, Нижний Новгород,
ул. Усольская, д.62
+7 (953) 415-50-57
granistone@mail.ru
пн-ср с 9:00 до 18:00
чт-пт с 8:00 до 17:00
























2. Технология
Обучение технологии GraniStoneПомещение для производства столешниц
Оборудование для производства столешниц
Матрицы Toppi для моек и раковин
Скачать информацию
Сертификаты
759 цветов
жидкого гранита
УДОБНАЯ СИСТЕМА ПОДБОРА ЦВЕТА
Калькулятор
материалов

РАСЧЁТ
МАТЕРИАЛОВ ДЛЯ
ПРОИЗВОДСТВА
ИЗДЕЛИЙ ИЗ
ЖИДКОГО ГРАНИТА
Словарь
терминов

ПОНИМАЙТЕ КОНЦЕПТУАЛЬНО ТО, С ЧЕМ РАБОТАЕТЕ
Вопросы
и ответы

УЗНАВАЙТЕ
БОЛЬШЕ
НОВОСТИ
Обучение технологии жидкого гранита GraniStone


Технология GraniStone®
Технология производства красивых столешниц из жидкого гранита GraniStone, по сути, проста. Не требуется специальное дорогостоящее оборудование, для освоения которого нужно супер техническое образование.
Обучиться технологии GraniStone может каждый, кто хочет и горит желанием создавать красивые изделия. Однако, при кажущейся простоте существует большое количество нюансов, жизненно важных для высокого качества готовых столешниц.
Видеотехнология GraniStone®
Специально для наглядности и лучшего понимания производства мы создали ряд видеороликов, в которых представлены все основные технологические процессы.
Каждый ролик озаглавлен, чтобы вы могли легко сориентироваться
и найти нужный вам кусочек технологии.

№1 Создание эскиза.
№2 Изготовление шаблона, рабочего стола и опалубки.

№3 Технология напыления GraniStone.
№4 Снятие столешницы с производственного стола.
№5 Шлифовка столешницы из GraniStone.
№6 Полировка столешницы.
№7 Изготовление внешнего бортика.

№8 Бесшовная стыковка.

№9 Изготовление отбойников.
№10 Изготовление аппликации.
№11 Технология напыления и работы с глазурью.
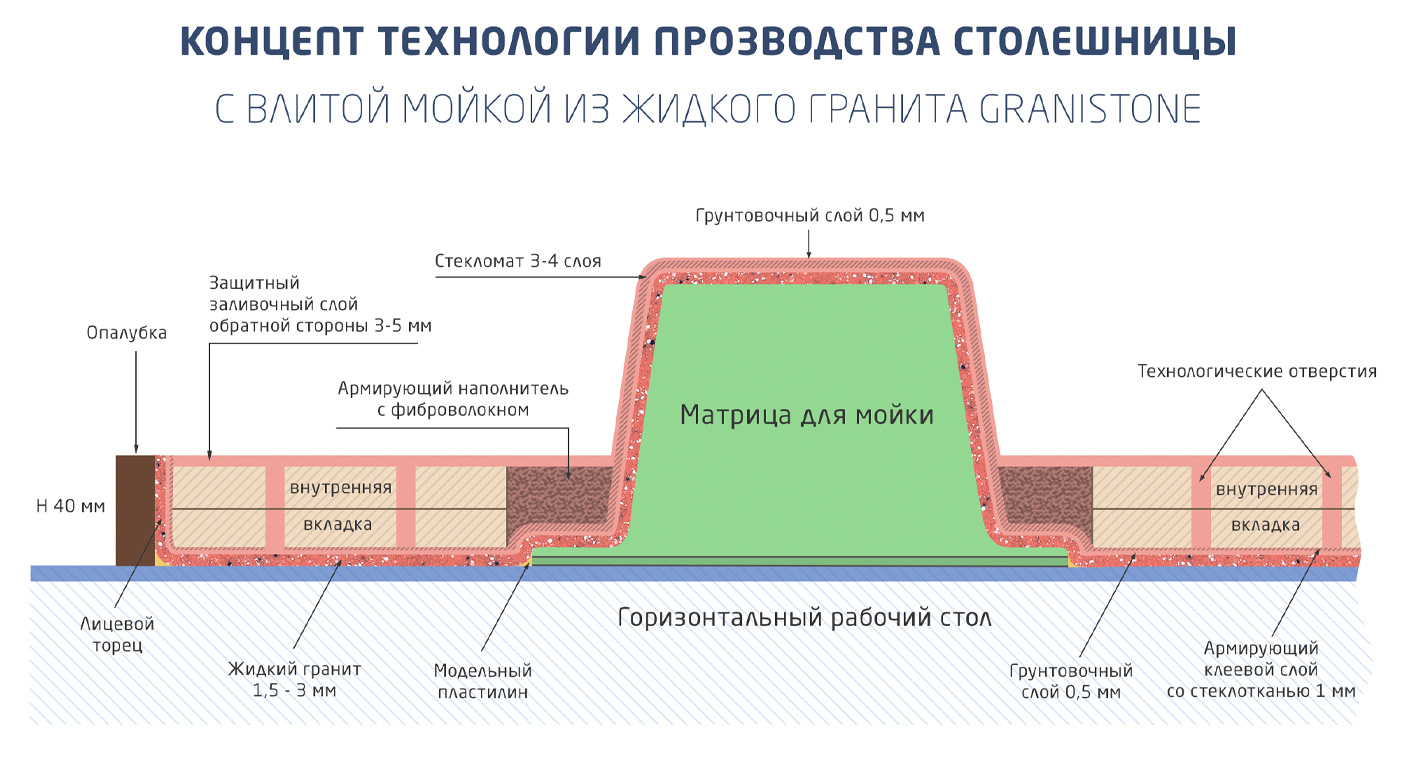
№12 Изготовление матрицы для мойки.
№13 Изготовление мойки.

№14 Изготовление стеновой панели.
№15 Вливание мойки в столешницу.
№16 Технология напыления верхним способом.
№17 Установка изделий.

№18 Полная технология.
Изучайте внимательно, пробуйте смело, тренируйтесь настойчиво
Применение технологии GraniStone
нашими партнёрами по всей России


















НОВОСТИ
СТАТЬИ

Мы принимаем к оплате:

Мобильный: +7 (953) 415-50-57
Городской: +7 (831) 215-78-80
Для Москвы: +7 (495) 255-22-15
Viber/WhatsApp: +7 (953) 415-50-57
Общий e-mail: granistone@mail.ru
Мы принимаем к оплате:
Ваше избранное
Ваше избранное
Удобные
системы скидок
покупка
При единовременной покупке любых материалов вы получаете скидку на все наименования прайс-листа без исключения.
Например: если вы приобретаете жидкий гранит GraniStone, гелькоут GelStone, смолу общего назначения, отвердитель, шлифовальные круги и т.п. и ваш заказ выходит на более чем 5000 Р, то вы получаете единовременную скидку на все позиции вашего заказа.
Суть единовременной покупки - это мгновенная покупка любых товаров с определённой скидкой в зависимости от общей суммы покупки. Чем больше сумма, тем больше скидка.
Удобная система скидок для покупки в 1 клик напрямую с сайта физ. лицами. Также юр. лицами через получение счёта.
Экономия до 10%Вы получаете скидку на все материалы. Заказывая всё в одном месте, вы экономите своё время и деньги.
Скорость отгрузкиМгновенная покупка в 1 клик с банковской карты в нашем интернет-магазине.
|
Сумма вашего заказа по розничной цене |
% скидки на ВСЕ материалы |
|---|---|
| 5 000 Р | 2% |
| 10 000 Р | 4% |
| 20 000 Р | 6% |
| 30 000 Р | 8% |
| 40 000 Р | 10% |
“гранитный”
Депозит “ГРАНИТНЫЙ” - это сумма денег, которую вы единовременно вносите на наш расчётный счёт в качестве предоплаты, и расходуете по мере необходимости с уже фиксированной скидкой на жидкий гранит, зависящей от суммы депозита.
Суть депозита “ГРАНИТНЫЙ” - обеспечивать будущие покупки жидкого гранита 4 видов с заранее фисированной скидкой - до 28%. Чем больше сумма депозита, тем больше фиксированная скидка на будущие покупки жидкого гранита.
Депозит “ГРАНИТНЫЙ” вы можете тратить на все товары прайс-листа, но скидка распространяется только на жидкий гранит 4 видов: жидкий гранит GraniStone, жидкий гранит AquaGranit, литьевой гранит GraniMix, жидкий гранит GS гранулы.
Удобная система скидок для покупки товаров юр. лицами.
Запросите счёт, оплатите и зафиксируйте свою скидку. На протяжении всего времени на вашем депозите будет действовать одна и та же фиксированная скидка.
Экономия до 28%Существенные скидки, что влияет на уменьшение себестоимости готового изделия.
Скорость отгрузкиМы не ждём поступления денежных средств по каждой заявке, т.к. ваши будущие заказы уже обеспечены деньгами.
|
Сумма депозита (предоплаты) |
Размер скидки на жидкий гранит GraniStone, GS гранулы |
Размер скидки на жидкий гранит GraniMix, AquaGranit |
|---|---|---|
| 10 000 Р | 5% | 3% |
| 20 000 Р | 10% | 3% |
| 30 000 Р | 11% | 5% |
| 40 000 Р | 12% | 5% |
| 50 000 Р | 13% | 5% |
| 60 000 Р | 14% | 8% |
| 70 000 Р | 15% | 8% |
| 80 000 Р | 16% | 8% |
| 90 000 Р | 17% | 10% |
| 100 000 Р | 18% | 10% |
| 120 000 Р | 20% | 10% |
| 140 000 Р | 22% | 10% |
| 160 000 Р | 24% | 13% |
| 180 000 Р | 26% | 13% |
| 200 000 Р | 28% | 13% |
Я соглашаюсь с обработкой персональных данных.
“комплексный”
Депозит “КОМПЛЕКСНЫЙ” - это сумма денег, которую вы единовременно вносите на наш расчётный счёт в качестве предоплаты за ВСЕ товары прайс-листа, и расходуете по мере необходимости с уже первоначальной фиксированной скидкой, которая зависит от суммы внесённого депозита.
Суть депозита “КОМПЛЕКСНЫЙ” - обеспечивать будущие покупки товаров из всего прайс-листа с заранее фиксированной скидкой - до 21%. Чем больше сумма депозита, тем больше фиксированная скидка на будущие покупки.
Удобная система скидок для покупки товаров юр. лицами.
Запросите счёт, оплатите и зафиксируйте свою скидку. На протяжении всего времени на вашем депозите будет действовать одна и та же фиксированная скидка.
Экономия до 21% на ВСЁВы получаете скидки абсолютно на все материалы нашего прайс-листа.
Скорость отгрузкиВсе ваши будущие заказы уже обеспечены деньгами, поэтому после получения заказа мы сразу готовим заявку на отгрузку.
|
Сумма вашего заказа по розничной цене |
% скидки на ВСЕ материалы |
|---|---|
| 30 000 Р | 8% |
| 50 000 Р | 10% |
| 75 000 Р | 12% |
| 100 000 Р | 14% |
| 200 000 Р | 17% |
| 300 000 Р | 21% |
Я соглашаюсь с обработкой персональных данных.
